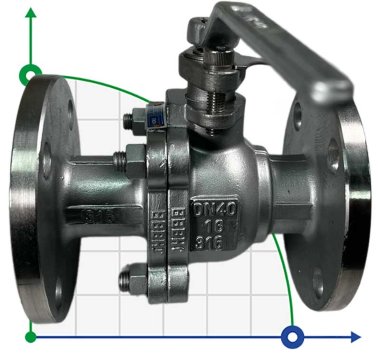
Vacuum pump 2BV6121 (AISI 316), Ех
, Ех фото 1 — BTS Engineering")
, Ех фото 2 — BTS Engineering")
Products from the same category




Description
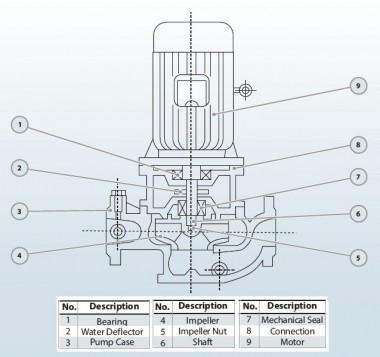
Water ring vacuum pump 2BV6121 – for this type of pump only water can be used as the transferred liquid. Vacuum water ring pump works in systems non-soluble noble gases pumping, aggressive gases or just for air depression (vacuum production). “Water ring” – means that the transferred liquid is water. Wide range of usage refers to versatility of device and its service properties. Oil, chemical, paper, construction, mining, metallurgic medical industries and so on. The arrangement of assembly unit and working chamber doesn’t need lubrication or additional vacuum pumps. This reduces the costs of expendables for customer. Rotor is located coaxial to motor and has proportional form. This prevents from out-of-balance operation and provides well-behaved long-term.
All the important splits in working chamber are awash while pump operating. The consequence of this is the absence of friction between working parts, and the result – ruggedness and endurance.
Our company always makes the researched in domain of energy saving and has a lot of feed arrays regarding water ring vacuum pumping units.
Water ring vacuum pumping equipment had a high level of reliability, durability and profitability, that is why it perfectly approves itself in different industries and spheres, the main of which are:
• Chemical industry: distillation, crystallization of tinct compositions and agricultural fertilizers; the biogenous solvent drying, man-made fiber, amino plastics, polyethylene materials; dissipation, sorbing of toxic gases and hazardous fluids; vacuum, dipping in manufactory process of condensers, electromotors, conductors, transformer plants, etc.
• Wood-working and pulp industry: productions runs for wood drying and converting, vacuum filtration and production of cellulose, production of pulp and paper materials, etc.
• Metallurgic industry: the appliance of water ring vacuum pumps in production runs, connected with powder metallurgy; the production of superconductors, ultrapure connections, laser crystals, etc.
• Machine industry;
• Food industry: the production of brewer’s malt, dehydrofreezing of food substances, fractionation of alcoholic beverages, demineralization of water medium, moisture boil-od in sugar production, etc.
• Optics: vacuum aluminizing of mirror-like surfaces; fading of optical equipment, etc;
• Pharmaceutical industry: crude drugs clearance, pharmaceutical drugs production and storage, etc.
• Building industry: degasification of ceramic and argillaceous raw materials and so on.
• Perfume and cosmetics production.
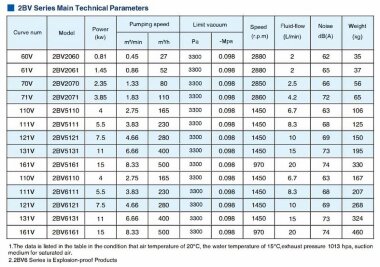
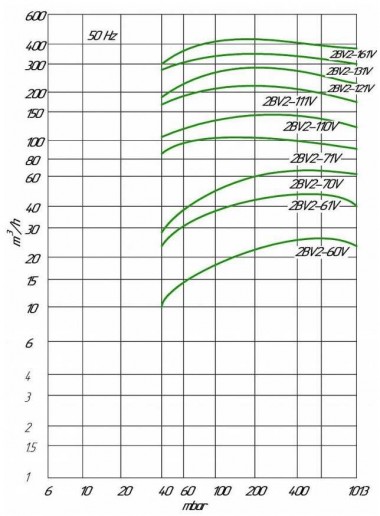
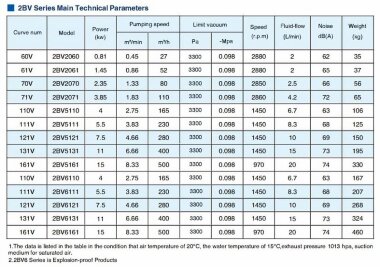
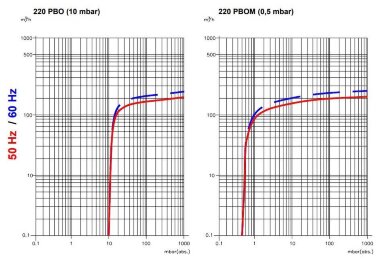
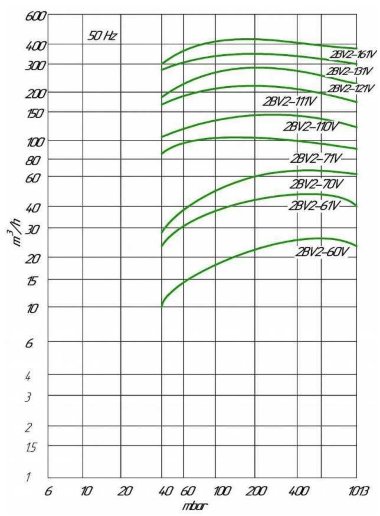
The suction absolute pressure can reach 33 mbar (vacuum degree 97%). When the vacuum pump always works in the condition that the gas pressure is below 80 mbar, cavitation protection tube is supposed to be linked. If air ejector is equipped, the suction pressure can reach 10mbar. The ejector can be installed directly on the pump. Worked as a compressor, 2BV pump’s highest pressure can reach 0.26 Mpa (absolute pressure).
Water rings vacuum pump are divided into three main types:
• Water ring vacuum pump single- phased, with one working chamber (monocoque)
• Water ring vacuum pump single-phased, with two working chambers
• Water ring vacuum pump two-phased, with two working chambers
Water ring vacuum pump and compressors are widely used in petrochemical engineering, medicine, food, sugar industry and other areas. In the gas compression process, the temperature is constant and that is why 2BV pumps can be used for pumping explosion hazard gases.
Usage and characteristics.
With coaxial direct design, pumps become space saving and easy to install.
Using mechanical seal, as normal technology, avoids revealing. It is easy to repair and reliable for operating, with noise below 62 DB.
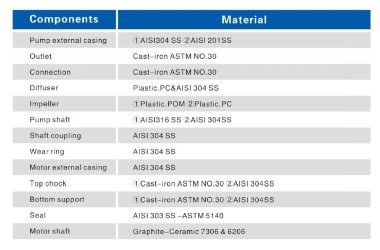
Vacuum pumps of 2BV production batch are corrosive resistant and have bronze or stainless steel impeller’s material.
With special flexibility exhaust port design, 2BV can reach the best efficiency in the performance range.
Documentation Vacuum pump 2BV6121 (AISI 316), Ех
Download instructions, catalog for Vacuum pump 2BV6121 (AISI 316), Ех
Also buy with this product


































Good price